Omega is a software package for seismic data processing. Technical analysis with Omega Research Four main components of the system make it operationally flexible and allow you to expand functionality
OmegaT is a free automated translation system designed to make the work of professional translators easier. Unlike most translation programs, which are distributed among a wide range of users, this program does not perform "independent" translation. Simply put, its functions include text segmentation based on regular expressions, using exact and inexact matches with previously translated fragments, searching for selected contexts in translation databases, checking their matches, and working with keywords.
All of the functions listed above are aimed at performing the highest quality translation, regardless of the style of the text. Thanks to it, you can work with scientific or fiction literature, foreign technical documentation, and so on. You will need to have Java installed for OmegaT to work properly. The interface of the program is rather ambiguous - at first it seems complicated and confusing, but after a couple of hours of work, you completely get used to it. It is also important that OmegaT supports a large number of source formats, including HTML/XHTML documents, StarOffice,
OmegaT is a translator automation system. It will not translate every word for you the way machine translation programs and online services do.
All routine operations are automated in such a way that the translator does not have to translate the same phrase twice, and if a similar phrase appears in the text, translation options will be immediately offered.
Texts in OmegaT are represented as segments. Each segment is the minimum translatable unit. AT early versions program segment was represented by a paragraph, at this time the segment is equal to the sentence.
The program automatically breaks the text into segments and gives you the opportunity to translate them by moving through the text.
All translated segments are stored in the translation memory - in files with the TMX extension. Subsequently, these files can be collected and grouped according to the topics of the translated texts, for example: computers, programming, design, etc. By connecting relevant translation memory files to the topic new project, the translator will only have to work with unique phrases.
Getting started with OmegaT
Installing the program will not cause difficulties. It is possible to download two versions of the program. Full version comes bundled with the Java virtual machine that OmegaT will use. If you already have a Java executable installed on your computer, download regular version and save disk space.
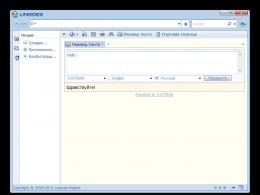
Run the program, its window is divided into three areas.
- The central part immediately after launch contains a guide to quick start with OmegaT. Subsequently, it is in this area that the translated text will be located.
- Top right - fuzzy matches window. Already translated segments are displayed here, which are similar to the current segment by more than 30%. They are taken from the translation memory of the current project and from the connected translation memory files.
- At the bottom right is the glossary window. Glossaries can be compiled independently by adding words or phrases and their translation.
Creating a project in OmegaT
To start translating, you must create a new project. To do this, go to the main menu -> "Project" -> "Create...".
In the dialog box that appears, navigate to the special folder in which you have chosen to store translation projects and enter a filename that will become the name of the project. Click Save.
Now the New Project Options dialog appears.
At the very top, from the drop-down list, you need to select the language of the source files. That is, from which language you are going to translate.
In the second list, select the language of the translated files - into which language you will translate the source texts.
Other parameters are left by default, they are just to get started.
Location of project files
Considering the project structure in detail, you need to know how OmegaT stores the files that we will have to work with.
- Source files folder - untranslated files that the program imports into the project are stored here.
- Translation memory folder - here you can put files with the TMX extension from another project of a similar theme. Using previously translated templates, you will save yourself a lot of time and will be spared from re-translating similar text fragments.
- Glossary folder - Glossary files that you created earlier, for example, when translating another project, are placed here.
- Glossary File to Write - The name of the file into which terms from the current project are written when you choose to put words or phrases in the glossary.
- Dictionary folder - here you can put the dictionaries of the StarDict electronic translator.
- Folder of translated files - resulting files will be created in it after the end of the translation process.
Click "OK" and go to the next dialog box.
To add files to the project, click the "Import source files..." button.
Select a source file. Its content will not be affected, the program will copy it to the appropriate project folder.
The file is now open in the editor. The first segment automatically becomes active. The text of the segment is bold and highlighted in green, this text is immutable, it defines the start of the segment.
Below we see a copy of the text in a regular font, which we will replace with the translated text. The end of the segment is marked with a special label - <сегмент 0001> , you cannot edit text outside of it.
Consider the structure of the file that we will translate. The text is specially made to demonstrate the operation of the program.
Identical segments are underlined in red, similar segments are underlined in yellow. The remaining segments are unique, they are not underlined in any way.
We begin to enter the translation, replacing the original text. A copy of the original text allows you to leave some words or phrases as they are, without translation, for example, foreign names, surnames, trade marks or abbreviations.
After we have translated the segment, press Enter. And this is where process automation starts to work - a pair of segment-translation is written to the translation memory, and all segments in the project that match the translated segment are translated automatically.
You can see that identical segments are translated automatically. The next segment is now active and awaiting translation.
To move to the next segment, press Enter, and to return to the previous segment, press Ctrl + Enter.
As soon as the similar segment has become active, the program selects the most similar segments from the translation memory and offers them to the right in the fuzzy match window.
The original phrase and its translation are proposed. The part that distinguishes it from the current segment is highlighted in blue and bold.
At the bottom you can see that the degree of coincidence is 50%.
The Omega Research ProSuite 2000i program features a range of powerful tools developed by Omega Research for technical analysis, including TradeStation 2000i, OptionStation 2000i and RadarScreen 2000i, as well as two auxiliary components - Global Server and PowerEditor.
Global Server is server part a program that deals with the functions of storing, receiving in real time and issuing data to ProSuit.
EasyLanguage PowerEditor is a convenient text editor, which allows you to write your own functions, signals and indicators using the built-in programming language.
TradeStation tool
designed to work with price charts and indicators, helps in creating strategies with the help of objective instructions and is engaged in their subsequent testing.RadarScreen sorts instruments in real time based on the criteria set by the trader, thereby highlighting those that are most profitable and interesting for trading in this moment.
OptionStation is a software product used in working with options.
Benefits of Omega Research
The main advantage of the Omega Research program is the built-in Easy Language programming language, which allows you to develop your own and. Given language programming language is a stripped-down version of something in between such programming languages as Basic and Pascal.
The Easy Language programming language allows the user to independently select and change the colors of the indicators depending on the fulfillment of the specified condition, which greatly simplifies the work. With Easy Language, a trader can describe constants and variables, define multidimensional arrays, loops or comparison operators, and use time and date. In addition, the user can display the necessary information on the screen or import it into a file. This function useful for those who want to replace Omega Research's built-in test results analysis capabilities with their own developments.
Another advantage of the Easy Language is that it allows you to implement various money management methods that determine the risks when opening a position and the current required position size in relation to the available capital. At the same time, a trader can adjust the number of contracts to buy or sell when opening a position.
The Omega Research program allows you to use more than 300 built-in functions, formulas, examples and indicators as building blocks in your trading strategy. The exception is strategies that have a limited text size.
TradeStation Omega Research includes SystemBuilder for building trading systems with user-friendly interface. SystemBuilder has over 100 open or close conditions or signals that can be added to or removed from a trading strategy with a simple click of the mouse.
Developers software Omega Research claims that the System Report uses over 100 metrics for analysis that reflect the quality of the trading system under test. For example, such characteristics as the average time spent on the market, the percentage of open positions, the time interval between winning and losing trades, and much more are being calculated. At the same time, the user can analyze the list of parameters that are used to characterize risk, profitability, stability and efficiency of all entries and exits by a trader from the market.
To view intra-bar trading activity, Omega Research has ActivityBars. Thus, a trader can see not only the usual high, low, open, close parameters, but also the ratio of buyers and sellers in a given time interval, as well as the distribution of trading volume within a bar, which greatly increases the effectiveness of technical analysis.
All indicators in Omega Research are fully customizable thanks to the flexibility of EasyLanguage.
Several windows with charts and quotes can be simultaneously displayed on the computer screen, each of which can be used with several built-in or custom analysis methods.
Disadvantages of Omega Research
For full customization The Omega Research Prosuite program will require a lot of time and nerves.
Omega Research does not have a high enough quality of visual display of indicator and price charts.
The capital line is displayed in a separate window from the chart window, which is not always convenient when you need to perform a quick superficial analysis.
There is no way to directly compare several trading strategies at the same time.
The PowerEditor editor does not allow using the Russian language for writing comments, so the user has to suffer with transcription or copy Russian text from other editors with changing the font character set in PowerEditor to Cyrillic.
The Omega Research program sometimes has difficulties when working with the source data. For example, data for trading sessions that take place on weekends may be lost due to the postponement of holidays.
Omega Research System Requirements
- Processor - Pentium II or higher
- RAM for offline mode - 64 MB
- RAM for real-time mode - 128 MB - in online mode.
- Free disk space - 3 GB.


Omega- software package for seismic data processing, which allows you to effectively and efficiently solve complex geophysical problems, from processing primary field data to processing in the deep domain using advanced depth migration algorithms. Omega is used daily in WesternGeco machining centers and field seismic crews around the world.
Omega is designed to handle various types of data:
- Data from land and sea observations, as well as observations in transit zones
- Data in time or depth domains
- Data from 2D, 3D and 4D observations
- Isotropic and anisotropic (TTI and VTI) velocity fields
- Multicomponent data
- Projects ranging from a single reservoir to an entire pool.
Four main components of the system make it operationally flexible and allow you to expand the functionality:
Interactive desktop
The desktop allows you to visually manage seismic data and projects, create and parameterize work orders, visualize and analyze seismic data, work with static and kinematic corrections in an interactive mode.
Omega Infrastructure
The project model is based on the use of a database, providing a multi-user processing environment. Base Oracle data, which stores all project data, provides effective access to information from any application of the system to any user involved in the project. Automatic data management helps to focus on geophysics. Flexible infrastructure allows you to increase computing power and functionality systems for processing projects of any scale and complexity.
Geophysical algorithms
The two packages contain over 400 algorithms for executing a complete processing graph in the time and depth domains. Additional algorithms are also available. Implemented the ability to write and add your own algorithms.
Omega Integration
Combining the computing power and algorithmic base of the Omega system with the visualization functions and interpretation tools of the Petrel program expands the possibilities of solving geophysical problems.
Project management
Project management tools allow you to define a project structure that is understandable to all participants. The progress of operations is monitored in real time with varying degrees of information detail. Project management tools also allow you to track the history of data processing to understand work orders, algorithm parameters, and additional information used in processing.
Automation
Using the Omega system to perform routine tasks such as data management, parameter testing, quality control, and data output to a storage device greatly improves productivity. The system also allows you to schedule the launch of operations and manage large queues of work orders. batch processing data provides parallelization of processes and distribution of data to computing nodes in a cluster.
Production management and production planning require taking into account a huge amount of data, a detailed, step-by-step study of processes, a developed system of information exchange and its processing. The task becomes even more difficult if the company specializes in the production of products with a long production cycle. But today, manufacturers are offered many solutions to cope with this task, and one of them is the corporate information system Omega Production, which combines the possibilities of volume-scheduling with explicit and implicit accounting of production cycles, as well as operational scheduling. The applicability of various options for production planning, depending on the tasks and capabilities of the company, is considered by the technical director of Omegasoftware Kukareko Evgeny Petrovich using the example of a number of machine-building enterprises.
Among the customers of the Omega Production system there are many enterprises that produce complex products with long production cycles. When examining enterprises, the experience and problems they have in managing long-cycle production are always interesting, since this experience and the automated information system existing at the enterprise are the starting point for the implementation of Omega Production.
Planning and scheduling of long-cycle serial, small-scale and single-piece production has always been a complex problem that requires a developed system for maintaining initial engineering data, evaluation and calculation when planning product production cycles.
One of the main problems in the initial data for many enterprises is the lack of electronic step-by-step information systems in their existing information systems. technological processes that could be used for planning. As data on the structure and composition of products, design specifications entered from hard copies of documents are often used. In some cases, there is a product data management system (PDM / PLM system) in varying degrees of implementation.
In the absence of operational data, when planning a number of enterprises, implicit estimates of production cycles by groups of workshops were used: different plans in final products for a group of assembly shops, a group of machine shops, a group of procurement shops. In one case, on the basis of the lead rules for pairs of workshops, a calculation was made of the lead in the launch of parts before the release of the product with an accuracy of up to a month.
In all cases, the end result of planning was a monthly volume plan for the production of parts and assembly units for the enterprise's workshops. The distribution of the release of parts within a month in the existing information systems was not carried out.
Even in the presence of end-to-end electronic technological processes in the existing automated information system, as was the case at JSC Ural Locomotives for the production of electric locomotives, the data of operation times in the calculations of the launch time of batches of parts, taking into account equipment loading, were not used due to the complexity of the calculation algorithms and the inconsistency of the system platform with the required volume of calculations.
The lack of operational planning does not allow for effective management of the production of products, to see and evaluate the workload of resources, the intensity of plans for production units, to make a more accurate calculation of the availability of material resources for the production program, and to model options for the production program.
The Omega Production system implements complete solution on managing initial engineering data, planning, accounting and scheduling of production with an accuracy of a technological operation for complex products of mechanical engineering and instrumentation.
Maintenance of initial engineering data for operational planning and production accounting
For planning and accounting in production, it is more accurate and adequate to use not the original design, but the production composition of products. Based on the experience of specific projects in Omega Production, the following options or their combinations can be used to obtain production compositions of products based on the original design ones:
- restructuring of the initial design compositions of products, adding technological parts, assemblies, work stages;
- accounting in the composition of products data on blanks of their own production;
- formation of production compositions based on the original design specifications and additional modifying documents on replacements;
- accounting in the production composition of products data from permit cards for temporary deviations;
- generation of production compositions based on the original general design documentation and order options;
- generation or formation of vehicle kit specifications based on the original design documentation;
- formation of production compositions of products in the form of specifications-orders with the exclusion of parts and assemblies in the hierarchy of the composition of the product;
- clarification of permissible substitutions in product compositions with the installation of instance numbers to which these substitutions belong.
As a rule, at a particular enterprise, a combination of several of the above options is used to obtain and maintain up-to-date production compositions of products.
For complex items, it is important that Omega Production maintains item compositions in the production and operation of items with change management specified with or for item numbers.
The main source of data on the operational technology used in planning are technological processes. The development of technological processes at enterprises is carried out by technological divisions, which, as a rule, are focused on the production of technological documentation in accordance with ESTD standards.
At the same time, work on the formation of electronic technological processes at the enterprise must be built in such a way that the data of technological processes can be directly used in planning. And here a lot depends on the management of the project for the implementation of the system, the tasks that are set for planning, and the manageability of the personnel of technological and planning services.
At each of the enterprises where the system is being implemented, depending on the tasks to be solved in production planning, the formation of requirements and rules is carried out, according to which electronic technological processes should be developed. Below are examples of rules adopted by enterprises.
For example, at OAO Ural Locomotives, in order to form shift-daily tasks for control in the operational planning of production, control rules are established for each of the operations of the technological process. An example of an interface for setting control rules in a technological process is shown in Fig. 1. The control rules are established in the technical control bureau upon approval of the technological process.
Rice. 1. Setting control rules for a process operation.
At OAO NPK Uralvagonzavod, in order to form in operational planning tasks for setting up tools and tasks for setting up machine tools with the calculation and control of the resources of adjusters, it was agreed to include relevant operations of the type “ Tool setting» and " Machine setup». To ensure the calculation of the need for tools and equipment for the production program in the technological process, the tool consumption rates are calculated by transitions with summation by tool positions at the corresponding operations.
In Omega Production, there are the following main options for determining the initial engineering data for production planning:
- Formation of production compositions, technological processes and other engineering data in the modules for managing the engineering data of the system. Omega Production has its own developed PDM/PLM system, a system for maintaining technological data and carrying out technological calculations using the calculation methods used at enterprises;
- Obtaining initial engineering data by import from the PDM/PLM system used at the enterprise;
- Obtaining initial engineering data by import from the PDM/PLM system used at the enterprise with formalization and addition of data required for operational planning directly in Omega Production.
For example, at JSC "Ural Locomotives" the initial design compositions of products, three-dimensional models of parts and assemblies are obtained in Omega Production by import from the Teamcenter system. Formation of production compositions of products, formation of technological processes, carrying out technological calculations are carried out directly in Omega Production.
At OJSC "9th Plant" the receipt of product compositions is carried out from the Search system. The import of technological processes is carried out from the Techcard system.
It is typical for many enterprises that there are few electronic technological processes that can be used for planning compared to the range of parts and assemblies in production. It will take several years to create a complete required base of actual technological processes suitable for planning. For such cases, Omega Production provides the possibility of parallel use of electronic technological processes for those parts, where they are available, and the data of an array of operational labor standards for other parts and assemblies.
An example of the hierarchy of the production composition of the product in the form of representation with routes and technological processes is shown in Fig. 2.
Rice. 2. Presentation of the production composition of the product with technological processes.

Options for planning the production of products with long production cycles in the system
In our opinion, the following main factors influence the choice of the type of planning used in the enterprise:
- duration of production cycles of products;
- serial production;
- available electronic initial data for planning;
- quality (accuracy) of initial data;
- the existing infrastructure for bringing planning data to executors and the infrastructure for entering credentials;
- qualification and manageability of production personnel.
The following planning options are available in the Omega Production system for long cycle products:
- Volumetric scheduling with implicit accounting of production cycles (ObKP-);
- Volumetric scheduling with explicit consideration of production cycles (ObKP +);
- Operational scheduling (OKP).
Comparative characteristics types of planning according to the above factors, requirements for personnel and initial data for planning options are given in table 1.
Table 1. Comparative characteristics of types of planning.

The presence of different types of planning in complexity, requirements for infrastructure, production personnel, initial data in Omega Production reflects the experience of working with various enterprises, allows us to provide initial stage implementation, the choice of the type of planning that is most adequate to the state of the data and personnel of the enterprise, to ensure a gradual increase in the complexity and results achieved in production management.
Production management when using volume-scheduling with implicit consideration of production cycles
Volumetric scheduling with implicit consideration of production cycles is the simplest and imposes minimal, in comparison with other types of planning, requirements for initial data.
The main results of planning are:
- Calculations of the nomenclature and volumes of output by production units by calendar periods (months, quarters, years) with the possibility of distribution by day within the calendar period manually or using simple algorithms;
- Calculations of the need for material resources for production units by calendar periods;
- Calculations of the availability of material resources for production units in accordance with production plans, taking into account supply cycles;
- Calculations of the need and availability of production personnel by workshops in accordance with production plans.
Accounting for the movement of semi-finished products and finished parts in production is carried out according to electronic documents movements (acts of processing materials, intra-factory invoices, assembly acts, etc.) with an accuracy of inter-sectional and inter-shop transfers using, if necessary, workshop storerooms.
The main means of scheduling production in this type of planning include:
- Workshop production schedules with volumetric and calendar parts, which reflect the planned and actual volumes of production by production units. The contents of the schedules are automatically updated both when changing production plans, and when transferring products according to invoices;
- Reports launched by the user;
- Auto-updating dashboards showing production progress and consistent production progress indicators. By clicking on the indicator, a detailed report opens, according to which the indicator state was calculated. An example of a panel is shown in Fig. 3.
Rice. 3. An example of a panel for presenting data on the progress of production.
In general, the production management option with ObKP- is characterized by low requirements for initial data and personnel using the system, ease of implementation and use, calculation of plans and products of any complexity, and a large selection of reports received.
At the same time, ObKP- does not provide the necessary accuracy and efficiency of planning in relation to small-scale and single-piece production. The accuracy of accounting for the production of long-cycle products is also insufficient.
Production management when using volumetric scheduling with explicit consideration of production cycles
Volumetric scheduling with explicit consideration of production cycles, calculated using data on operational technology, can significantly improve the accuracy of planning and accounting for small-scale and single-piece production, without imposing high requirements on the accuracy of operation parameters.
The main stages of ObKP+ are:
- Calculation of batch sizes of parts for the production program in accordance with the assigned rules;
- Calculation of schedules for the manufacture of batches of parts with the definition of start-up and release times for a given set of production programs.
An example of a production schedule presentation is shown in Fig. 4;
Rice. 4 An example of the representation of the production schedule of batches of parts for the production program.
- Providing manual adjustments, defining additional constraints in production schedules. Recalculation of production schedules, taking into account the manual changes and restrictions;
- Updating the production schedule when changing product data or parameters of the production program, taking into account the fact that some batches of parts are already in production;
- Evaluation of production schedules for the required resources (equipment, personnel);
- Simulation of production schedules for various parameters of production programs and resource data;
- Calculation of schedules for the need for material resources in accordance with schedules for the manufacture of batches of parts;
- Calculations of the availability of material resources for the schedule for manufacturing batches of parts, taking into account the supply cycles of materials, purchased components, equipment;
- Calculation of plan-tasks for production units according to the production schedule for the next calendar period with the formation and issuance of route sheets for production batches of parts. The sequence of operations in route sheets is taken from the corresponding technological processes. Data on the planned start and end times of operations are determined by the production schedule. An example of the contents of a route sheet is shown in Fig. 5;
- Formation and issuance of shift-daily tasks to production personnel.
Rice. 5. Contents of the electronic route sheet.

Accounting for the movement of batches of parts in production is carried out according to route sheets with an accuracy of technological operations. Bar-coding or specialized equipment can be used to automate the accounting of completed operations. When entering data on the execution of operations of the route sheet accompanying the batch of parts, other accounting documents are automatically generated, determined by the settings according to the accounting rules.
The tools for monitoring and scheduling production at ObKP+ are:
- Reflection of the actual execution of operations for batches of parts in production schedules;
- Presentation of data on performance in plan-tasks and shift-daily tasks;
- Obtaining reports with a specified hierarchy of presentation of planned and actual data and summation at each of the levels of the hierarchy;
- Graphical presentation of data on the movement of batches of parts with animation in terms of the arrangement of equipment by production units;
- Presentation of data on the progress of production in an automatically updated panel, where, unlike ObKP-, not indicators are presented, but volume indicators of performance by production units. An example of such a panel for OAO Ural Locomotives is shown in Fig. 6.
Rice. 6. Panel for the presentation of data on the progress of production.
ObKP+ provides planning and accounting of the production process with an accuracy of a technological operation. However, due to the expected incompleteness and inaccuracy of operational data, the planning tools provided to the user make it possible to evaluate and correct planned data at all planning stages from the calculated production schedule to the generated daily shift assignments.
Production management using operational scheduling
Operational scheduling is a development of the methods used in ObKP +, which can be effectively applied with a more complete adequacy of data on the operations of technological processes to real production.
The planning stages in the OCP are basically similar to the planning stages in the OCP+. But at the same time, the calculations of production schedules for the work of resources are made using optimization algorithms.
An example of the presentation of the production schedule for the movement of batches of parts with data on the loading of equipment is shown in Fig. 7. An example of the presentation of the production schedule for the employment of equipment is shown in Fig. eight.
Rice. 7. Representation of the production schedule for the movement of batches of parts.
Rice. 8. Presentation of the production schedule for equipment.

Operational scheduling, in comparison with ObKP +, involves a significantly lower degree of manual adjustments to algorithmically generated production schedules, task plans, shift-daily tasks.
Effective production management using OKP requires mandatory accounting of the production progress at the pace of performing operations on batches of parts. Omega Production allows you to combine ObKP+ and OKP at one enterprise.
For production planning at the enterprise level, where, in general, the accuracy of the initial data is less and the volume of calculations is greater, it is more rational to use ObKP+.
For individual workshops equipped with modern equipment, with the best opportunities bringing planned targets to workplaces and the best opportunities for automating the accounting for the execution of operations, the use of OKP is more effective. At the same time, the plan of a workshop or a set of workshops, calculated in the ObKP +, is specified and optimized in the OKP of the workshop.
Production planning has a direct impact on the efficiency of production, process optimization programs and cost reduction, but, as OmegaSoftware's experience shows, planning practices used in machine-building enterprises do not always provide the necessary level of flexibility and accuracy. The lack of the full amount of necessary data in existing information systems and their inability to cope with complex calculation algorithms seriously reduce the effectiveness of planning.
Operational planning helps to increase the efficiency of production management. It allows you to see and evaluate the workload of equipment and personnel, plans for all production departments, make a more accurate calculation of the availability of material resources, simulate various options production program. But it is not so easy to implement such a system, it requires high quality of initial data, reliable infrastructure, qualified personnel and much more. It may take several years to create a complete required base of actual technological processes suitable for planning. CIS Omega Production offers a comprehensive solution for managing initial engineering data, planning, accounting and scheduling of production up to a technological operation, while providing the opportunity to choose between different types of planning in terms of complexity, requirements for infrastructure and production personnel. Starting with the introduction of the type of planning that is most adequate to the state of the data and the level of training of personnel, it is possible to ensure a gradual increase in complexity and, accordingly, the level of results achieved in production management.
OJSC "Scientific and Production Corporation "Uralvagonzavod" them. F.E. Dzerzhinsky, Information Technology Director M. Kokhan:
Under the leadership of OmegaSoftware, a project has been developed and is being successfully implemented, which is related to the operational management of car assembly production at the production site of OAO Scientific and Production Corporation Uralvagonzavod. In a short time, issues related to operational planning, accounting and production scheduling were resolved. As a result of the project implementation, we plan to successfully solve production problems and improve the efficiency of business processes.
One of the distinguishing characteristics information system is its flexibility, ability to adapt to the tasks being solved, the possibility of modernization. Even now, the company's specialists initiate proposals for the further development of the system and actively participate in its implementation.
I consider it very important that software products OmegaSoftware is being successfully implemented at other production sites as well. The systematic implementation of the project will improve the efficiency of production across the Corporation.
OJSC "Vityaz", chief engineer V.L. Zaitsev:
One of the most significant factors in increasing the competitiveness of an enterprise is the use of information technologies in all areas of the enterprise. Since the 3rd quarter of 2006 JSC "Vityaz" started the implementation of the CIS Omega Production.
During the implementation of the project, the following main tasks were solved at the enterprise:
- Management of design and technological data;
- Technical and economic planning and production planning;
- Operational accounting and production management;
- Management of stocks of material resources;
- Sales management;
- Tool production management.
Within the framework of this project, the state scientific and technical program basic components for supporting the life cycle of television and medical equipment have been developed in the form of an integrated automated information system, the basis of which is electronic technical document management, covering the areas of communication with computer-aided design systems, product data management taking into account their life cycles and a production management system.
The transition to maintaining electronic design, technological and production documentation allows solving problems for collecting data, multidimensional analysis, preparing and providing information that is necessary for analyzing the activities of an enterprise and making managerial decisions.
At the moment, the Omega Production system is accepted as basic system enterprise production management. During the implementation of the system, the work of the specialists of our enterprises took place in close contact, which made it possible to perform the tasks in a timely and high-quality manner.